
Bringing your branded experience to life with various decoration techniques can be challenging. When it comes to custom apparel or corporate gifts, everyone’s end goal is unique. Whether you’re building and stocking an employee store with desirable products, curating a one-of-a-kind recruitment kit, revamping your existing brand merch or just saying ‘thank you’ to your team, our goal is always the same: Design and produce premium, meaningful products that people actually want to use and keep forever.
We make it easy for you to visualize and bring to life your branded experience in a consolidated, smooth production. Our expansive warehouse and team of designers and producers have made it possible to cut out the middle men so our quality control and creativity can lead the way. Explore our in-house decoration techniques and imagine everything we can create together.

Screenprint
Screen Printing is unrivaled in custom merch for its flexibility and efficiency, making it one of our most popular in-house decoration techniques. How it works is simple: A stencil of your design is placed onto the printer’s mesh screen, ink is then pushed through to create an imprint on the surface beneath. Screen printed ink is never fully dry until it’s cured at 310 degrees, so that’s why the ink on poorly-made garments cracks apart after just a few washes. Our decoration team runs every screen printed product through a giant conveyor belt “oven” to make sure your design is sealed. We primarily use Plastisol ink, the most popular in apparel printing but offer a variety of others to accommodate more specialized designs.
Pros
Cost-effective: Screen printing is usually the most cost effective for bulk orders in comparison to other common decoration methods like embroidering.
Design freedom: There’s really nothing screen printing can’t do in terms of design. Even the most detailed logos or images can be directly transferred onto just about any textile.
Fast production: Tight turnaround on a bulk order? No problem. Our screen print operation can pump out over 3,000 units per day.
Color: We can match Pantone colors with vibrant, opaque inks. There’s also special effects inks like glow-in-the-dark, metallic’s, and textures.
Durability: A print should last the life of a garment, rated for over 52 normal wash cycles.
Cons
Not ideal for all surfaces: Print doesn’t work well with materials like fleece or fuzzy fabrics, heavy jackets from Carhartt, and waterproof items, so embroidery is a better option for those. Screen printing also requires a flat surface for optimal production, so if your garment has a zipper or seam that could get in the way, our art team can help recommend a better solution for art and placement.
Photographic and Digital images: Printing these images with screens is possible but often not to the detail that a digital imprint like DTG or Heat transfer can produce.

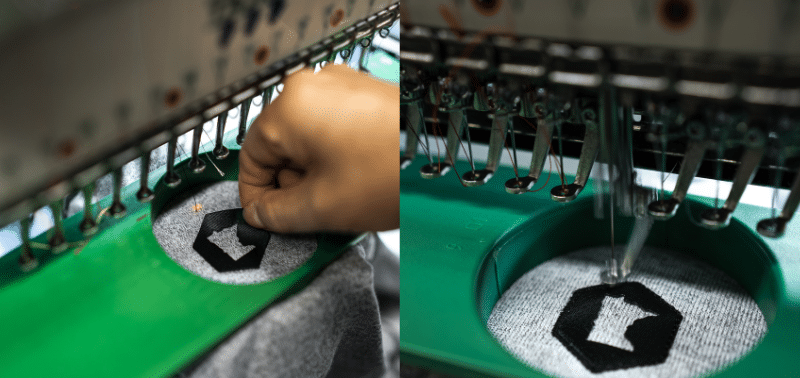
Embroidery
Fun fact: Archaeologists have dug up embroidered garments from 30,000 BC, making it a literal ancient technique! Thanks to modern technology, we’ve mastered the art of embroidery and now it’s one of our favorite in-house decoration methods for achieving an upscale, handmade look.
It’s a sewn method for apparel where a needle penetrates fabric with thread. An embroidery hoop is snapped together around the decoration area and inserted into the machine. From there, the needle gets to work stitching your design! We use Madeira Polyneon thread and stock an incredibly wide range of colors.
Embroidery jobs are not completely finished once they come off the machine. The next step is trimming and overall quality control of each item. Someone from our embroidery team examines the garment, trims any loose or fraying threads, checks for holes, cleans up the garment and cuts off any extra backing material.
Pros
Fast production: We love to imagine all of our grandmothers sitting in rocking chairs, sewing to their hearts’ content in our office, but we’ve made our embroidery production as automated and efficient as possible. While it’s more tedious than screen printing, our army of automatic embroidery machines can crank out an order nearly just as quickly!
High quality appearance: We’re not fashion police, but embroidered items tend to look more polished and stylish. This method is typically used for products that are more upscale than the average swag, like fleece jackets or heavy duty backpacks.
Long-lasting:Embroidery is a permanent decoration, and typically the garment or bag wears out before the stitching.
Cons
More expensive: Depending on the project, embroidery can run more expensive because of more hands-on quality control and specialized materials.
Limited design freedom: Not all designs can be accurately reproduced with embroidery. For example, if a logo has a lot of fine details, digital color shifts, or small text, it may be too fine for a needle and thread. We can help recommend a better method in this case.
Limited product options: We can embroider just about anything a needle can penetrate, but size, shape, and placement can be limiting. Sewing through pockets, zippers, and leathers isn’t your best option.

Laser Engraving/Etching
Sci-Fi movies, music raves, eye surgeries and your premium merchandise… What do they all have in common? Lasers.
With laser engraving or etching, CO2 lasers burn off the top layer of an item to create a precise decoration. The substrate underneath the top layer is then visible. For example, the powder-coated stainless mug in the image above. Our in-house Trotec lasers can engrave, etch and cut a range of materials and products including cylindrical items like pens or drinkware. As long as an item has a flat image area, the laser can permanently etch a design on practically anything.

Pros
Product variety: Laser engraving is applicable to a variety of products and materials such as stainless steel, glass, painted or coated materials, faux leather, plastic, acrylic and wood.
High precision: The technology behind lasers ensures extremely high quality and precision. CO2 lasers are able to execute the most intricate details on a very wide variety of materials.
Premium quality: Laser engraved designs last forever, making it our most premium decoration technique. Materials typically used with laser engraving such as stainless steel or wood are typically perceived by the end customer as higher quality items.
Cons
Time consuming: Compared to our other in-house decoration techniques, laser engraving takes a little more time. This process is done one piece at a time and the length of time required for each piece depends on the size and detail of the design.
No color variation: In the art setup, all designs are converted to one color, that color being whatever appears underneath the top layer of the engraved material. Furthermore, designs with overlapping colors or gradients cannot be engraved.

Heat Transfer
Heat transfer is a decoration method that applies a design to your garment using heat and pressure. An iron heated to 300 degrees heats glue on the back of the design transfer, creating a bond with the material. Technology and innovation have created heat transfer printers that can print near computer screen detail. The adhesives and colors now compete with screen print washability and hand-feel. The days of the “one-time wear” heat transfers are gone. The heat transfer printer uses CMYKW (cyan, magenta, yellow, black, white) to print the digital image on a film for heat pressing. An adhesive is then applied to the wet ink on the film.

Pros
Cost-effective: This technique is a great way to achieve multi-color decorations while keeping costs down. One heat transfer can have unlimited colors with only a single design charge. This is excellent for smaller piece orders.
Versatile fabric options: Almost any fabrics are compatible with heat transfer besides leather, spandex, Polyurethane and raised fleece.
Flexible color options: Heat transfer prints are digital full color CMYKW. It’s excellent for gradients, photos, 3-D and AI images, or art that is not supplied in vector format. It can also be limiting as certain greens, purples, metallics, and neons can’t be replicated with CMYK.
Cons
Limited product options: Like embroidery, heat transfer is best when applied to certain items. Clothing, bags and totes can be decorated using heat transfer as long as they can withstand 300 degrees. These items must also fit into the heat press machine. Waterproof coolers like YETI don’t do well at 300F.
Lower quality: Some people consider heat transfer to be a lower-end look. Heat transferred prints feel stiffer than screen printed designs and fade quicker and easier in the wash. Additionally, ironing or steaming heat transferred prints will ruin the image.
Time consuming: The heat press is a single person, 1 garment per press method, unlike screen print and embroidery.
Fine Details: As mentioned above, the adhesive sticks to the wet ink so very small text and super fine lines don’t have as much surface area for the adhesive.

Pad Print
Pad printing literally stamps products with a design. A soft, silicone pad picks up a 2-D design from an inked printing plate and presses the ink onto a 3-D object. This style of printing is typically used for small, abnormally shaped products like golf balls, flash drives or keychains.

Pros
Compatible with a wide range of products: Pad printing works on many products, even the awkward or wonky. It can also apply designs to quite a few materials not suitable for screen print or laser, such as glass, plastics, bare metals, and polymers.
Fine details: Pad printing is excellent for art with small details and line work. 1 or 2 color is best.
Speed: Once setup, we can pad print 1000’s of items in a shift. We actually printed 42,000 stress balls in 4 days!
Cons
Setup Time: The pad printing setup takes more time than other printing techniques. We often create new jigs to hold those ‘awkward and wonky’ items.
Smaller printing area: Because of the size of the “stamp,” pad printing can only print up to about 2” square. Big ink coverage logos are also not the best.
Plastic Variation: Unfortunately, not 1 ink sticks to all plastics and silicones. Discovering which ink will permanently stick can be a tricky situation.

Dye Sublimation
Dye sublimation is an in-house technique we use to achieve vibrant, full-color designs on man-made fabrics. We use a special sublimation ink on treated paper to apply art using a 400º heat press. The heat and pressure cause the ink to sublimate, changing it from liquid to gas, which then absorbs into the Polyester fibers of the garment. Once the paper is removed, the garment is ready!
Think of the ideal base for dye sublimation as a black canvas. White garments are highly recommended in order for the artwork to appear most vibrant. When sublimation is applied to a 100% Polyester white material, nothing, not even bleach, can fade or remove the imprint from the garment.
Pros
Affordable: Dye sublimation is budget-friendly for low order quantities.
Long-lasting: Dye sublimation ink is absorbed into the polyester fabric. It will never crack or peel off. You’ll also NEVER feel the imprint, it’s part of the fabric.
Digital Prints: It’s another CMYK process so full color digital is easy!
Cons
Limited garment freedom: Sublimation is a white Polyester only process, so if you were hoping for a different material or color, this isn’t the decoration method for you!
Ink Colors: NO WHITE INK available with dye sublimation. Neons, glitters, and other special effects are also not printable.
Size Limitations: Our in-house capabilities are limited by the size of our equipment and are not meant for full coverage patterns. However, traditional apparel decoration and patch production are no problem.

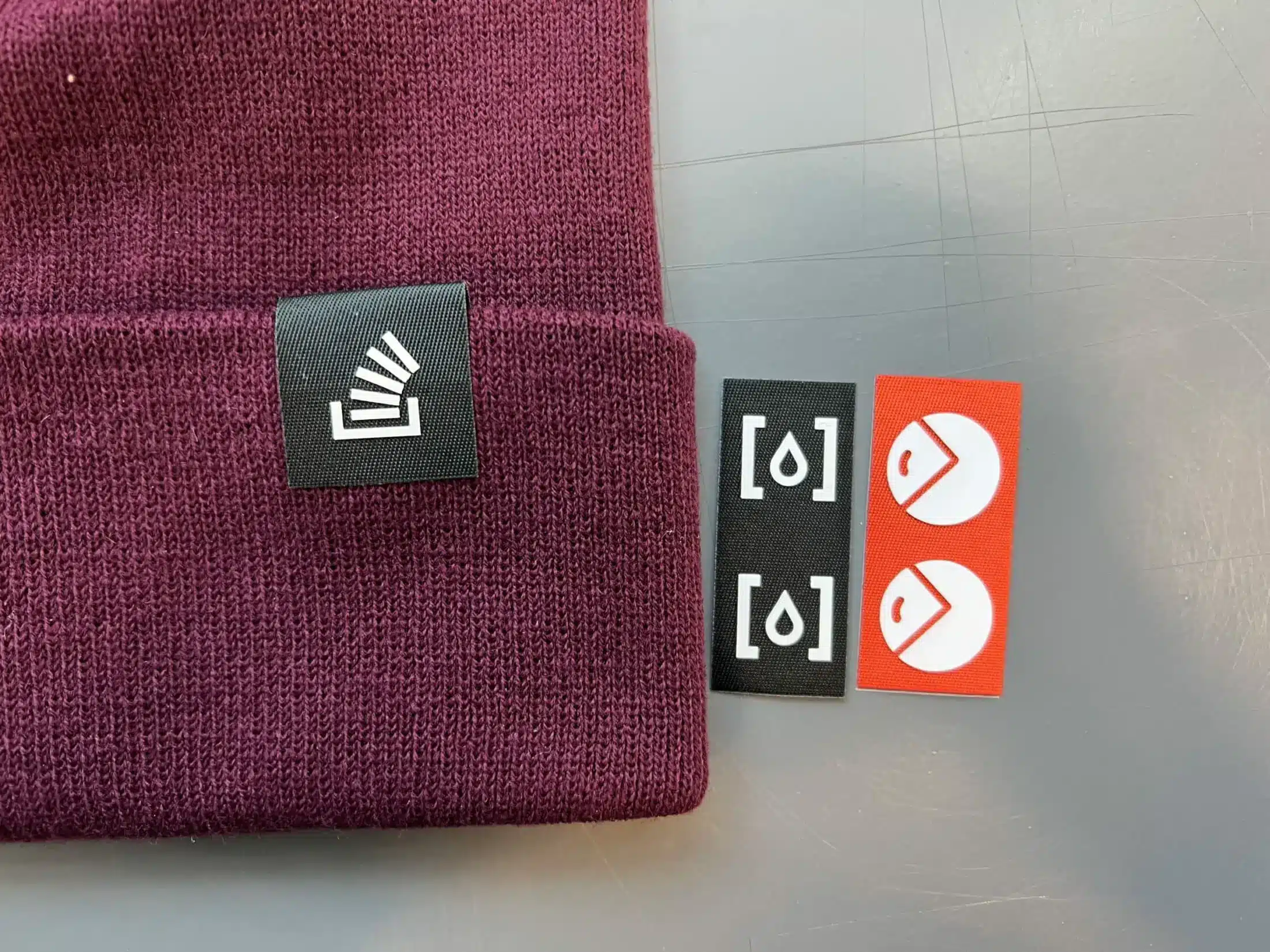
Tags & Patches
Tags and patches can be added to your garment using a few different methods depending on artwork and expectations. Tags are typically hand-sewn onto the edge of a garment such as the hem of a shirt or beanie. We can sew on some patch styles in house using our embroidery machines but may need to outsource labor for higher quantity orders.
All of the above decoration methods are handled in-house, so we are literal experts when it comes to any of them. Plus, being able to handle this internally lets us always stay in control of the quality, offering our clients the best experience possible. If you want to leverage our team, let’s start a project!